超精密砂型鋳造工法(IPSC工法)
精密砂型工法の特徴
 現在、試作も最終段階になると、よりダイカスト品に近い高精度の試作品が求められます。しかし、その製作には多くの
工程が掛かり、コストもかなり高いのが現状です。
現在、試作も最終段階になると、よりダイカスト品に近い高精度の試作品が求められます。しかし、その製作には多くの
工程が掛かり、コストもかなり高いのが現状です。
そこで当社では超精密砂型鋳造工法の導入により、試作開始から、よりダイカスト品に近い素材のご提供を
実現することが出来るようになりました。
《IPSC工法の特徴》

- - 精度は金型鋳造の一般公差に準ずる。
- - 石膏鋳造に比べ、コストが1/3〜3/4程度である。
(但し、製品形状によって若干の差がある。) - - 製品形状にもよるが、総生産台数400〜600個まで製作可能である。
- - 面粗さは別紙に示すように、ダイカスト品により近い。
- - 設計変更があっても、木型同様すぐに設変が可能である。
- - 試作開始時から、よりダイカスト品に近い素材が出来る。
- - 従来の鋳造品に比べ精度が高いため、加工レスにつながる。
| 湯回り |
ダイカストと同等 |
フィレット、コーナーRまで湯を廻します |
| 面精度 |
平均25z (最高15z) |
必要な部位は12Sの面精度を確保してダイカストと同等品をご提供いたします |
| 使用可能材質 |
AC2A、2B、4B、4C、7A、9B、A390、ADC10、AH-14 |
|
| 肉厚 |
自動車関連
家電関係 |
ダイカストを前提に、
一般肉厚2.5mmに対応
ワークサイズによっては、
肉厚2.0mm対応、
冷却フィン、先端1.5mm勾配1度対応 |
| 製作日数 |
ミッション (2D、35日 3D、25日)
カバー (2D、25日 3D、15日)
家電 (2D、21日 3D、15日) |
全て機械加工完
データー検証は含みません |
対応可能
CADシステム |
I-DEAS、UG、CATIA、PRO-E、STEP、IGES、PARASOLID 等
あらゆるCADシステムに対応可能 |
型製作前段階で、勾配、肉厚等
検証 |
| 品質保証 |
寸法測定方法
三次元測定器(接触式)にて実施
内部欠陥 |
切断、必要に応じて
リーク検査 |
| 熱処理 |
社内 T5、T6、T7 |
必要に応じて、その他の熱処理に対応 |
| 含浸処理 |
樹脂、水ガラスに対応 |
|
|
各種鋳造法による差異
| |
基型 |
寸法精度 |
抜き勾配 |
鋳肌 |
| 砂型鋳造 |
木型・樹脂型 |
1% |
1.5°〜3.0° |
50〜150z |
| 石膏鋳造 |
シリコン型 |
0.3〜0.5% |
1.5° |
6〜25z |
| 精密砂型鋳造 (IPSC) |
樹脂型 |
0.3〜0.5% |
0.5°〜1.5° |
15〜35z |
|
IPSC工法鋳造品面粗度測定データ
鋳肌の粗い部位
ROUGHNESS
CUTOFF = 0.8mm
TRAVERSING LENGTH = 2.50mm
MAG. = 2000
Rz = 27.68μm

27.68z ROUGHNESS
CUTOFF = 0.8mm
TRAVERSING LENGTH = 2.50mm
MAG. = 2000
Rz = 27.68μm
29.99z |
|
一般的な部位
ROUGHNESS
CUTOFF = 0.8mm
TRAVERSING LENGTH = 2.00mm
MAG. = 500
Rz = 2.8μm Rmax = 17.9μm Rz = 10.9μm
10.9z
ROUGHNESS
CUTOFF = 0.8mm
TRAVERSING LENGTH = 2.00mm
MAG. = 500
Rz = 3.6μm Rmax = 26.4μm Rz = 14.4μm
14.4.z
ROUGHNESS
CUTOFF = 0.8mm
TRAVERSING LENGTH = 2.00mm
MAG. = 500
Rz = 3.4μm Rmax = 25.7μm Rz = 15.3μm
15.3z |
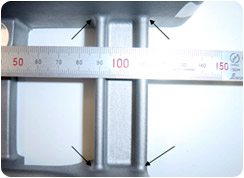
量産へ向けた問題解決のために『精密砂型鋳物』が生きる
3Dデーターを忠実に形にする「精密砂型鋳物」での試作プロセスは、
ダイカストでの量産時に発生する問題点を試作段階で検証できる
大きなメリットがあります。
 |
 |
 |
| 精密砂型試作品での耐久テストで↑部に応力集中による微細クラックが発生することが判明 |
|
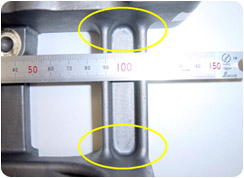
量産に向けた第二次試作では問題個所にR付けで対策 |
『精密鋳造品』は肉厚・形状の再現性が高く
ダイカスト品と同等の実装評価を得ることが可能になります。
